Viscoelasticity Measurement
![]()
ویسکوالاستیسیته یعنی چی؟
پلیمرها نه فقط مثل جامدِ کاملاً سفت رفتار میکنن، نه مثل مایعِ کاملاً روان؛
بلکه همزمان کمی جامدن، کمی مایع 👈 به این رفتار میگیم ویسکوالاستیسیته (Viscoelasticity).
همین رفتار دوگانه باعث خیلی از اتفاقهای مهم تو قالبگیری میشه؛ مثل:
-
نوسان جریان
-
تغییرات تنش داخل قطعه
-
عیوب سطحی مثل jetting و tiger stripes
خلاصهی تست ویسکوالاستیسیته
ایدهی تست اینه که ببینیم وقتی به پلیمر نیرو میدیم، در طول زمان چهطور واکنش نشون میده:
-
چقدر سریع مثل فنر برمیگرده (رفتار الاستیک)
-
چقدر با تأخیر و کشاومدن جواب میده (رفتار ویسکوز)
در این تست، تنش (Stress) و کرنش (Strain) ماده را در طول زمان اندازه میگیریم.
هدفهای تست
با این آزمایش میخوایم:
-
بفهمیم پلیمر در طول زمان موقع اعمال نیرو چه رفتاری داره.
-
ببینیم دما و فرکانس (سرعت نوسان نیرو) چه اثری روی رفتار ماده دارن.
-
دادهی لازم برای مدلسازی دقیق در نرمافزارهای CAE (مثلاً شبیهسازی تزریق) بهدست بیاریم.
دستگاه و روش کار
برای این کار از رئومتر چرخشی (Rotational Rheometer) در حالت دینامیکی / نوسانی (Dynamic Mode) استفاده میکنیم.
نحوهی تست
-
یک نمونهی کوچک پلیمر (معمولاً به شکل دیسک) بین دو صفحهی دایرهای قرار میگیره.
-
صفحهی بالا با حرکت سینوسی (جلو–عقب چرخشی) نمونه را کمی تغییر شکل میده.
-
دستگاه اندازه میگیرد که ماده چقدر مقاومت میکند و چقدر عقب میماند.
خروجی اصلیِ تست دو تا عدد مهم است:
-
G′ (Storage Modulus – مدول ذخیره)
-
نشاندهندهی بخش جامدی / الاستیک ماده است.
-
هرچه G′ بزرگتر باشه، ماده بیشتر مثل فنر عمل میکنه و انرژی رو ذخیره میکنه.
-
-
G″ (Loss Modulus – مدول اتلاف)
-
نشاندهندهی بخش مایعی / ویسکوز ماده است.
-
هرچه G″ بزرگتر باشه، ماده بیشتر مثل مایعِ چسبناک رفتار میکنه و انرژی رو به صورت گرما از دست میده.
-
نمودار و تفسیر ساده
نمودار پیشنهادی
-
محور افقی (X): فرکانس (یا زمان)
-
محور عمودی (Y): G′ و G″
دو تا منحنی داریم:
-
منحنی G′
-
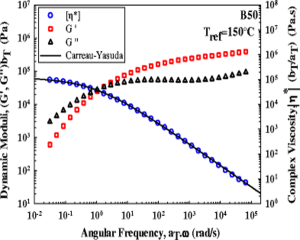 منحنی G″
منحنی G″
تفسیر:
-
فرکانسهای پایین (حرکت آرام / زمان زیاد):
معمولاً G″ > G′
➜ ماده بیشتر مثل مایع رفتار میکنه → برای جریان داخل قالب خوبه. -
فرکانسهای بالا (حرکت سریع / زمان کم):
معمولاً G′ > G″
➜ ماده بیشتر مثل جامد رفتار میکنه → کمک میکنه شکل قطعه حفظ بشه. -
نقطهی تقاطع G′ و G″:
جاییه که رفتار ماده بین مایعبودن و جامدبودن در حال تغییر است.
این ناحیه برای فهم ناپایداری جریان و عیوبی مثل jetting و tiger stripes خیلی مهمه.
تحلیل صنعتی و کاربردی
از دید مهندسیِ تولید:
-
اگر G′ زیاد باشد:
-
ماده سفتتر و پایدارتر میشود،
-
ولی پر شدن قالب سختتر میشود (ممکن است جریان به سختی جلو برود).
-
-
اگر G″ زیاد باشد:
-
ماده روانتر میشود،
-
قالب راحتتر پر میشود،
-
ولی خطر ناپایداری جریان و عیوب سطحی (مثل موج، راهراه، jetting) بیشتر میشود.
-
پس مهندس فرایند باید با:
-
تنظیم دما،
-
تغییر نرخ برش / سرعت مارپیچ،
-
و تنظیم سرعت تزریق،
یک تعادل مناسب بین G′ و G″ پیدا کند؛ یعنی ماده آنقدر روان باشد که قالب خوب پر شود، و آنقدر هم خاصیت جامدی داشته باشد که قطعهی نهایی شکل و سطح خوبی داشته باشد.