جوش رادیوفرکانسی (RF Welding)
مبانی و نحوه عملکرد
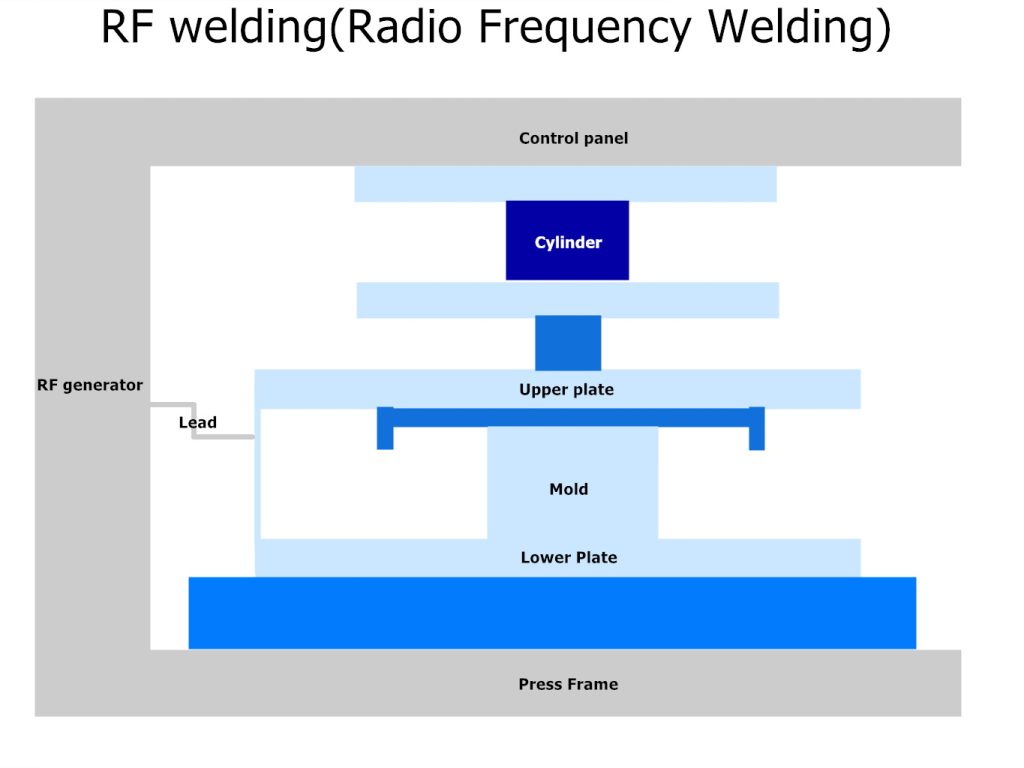
جوش رادیوفرکانسی یکی از روشهای بسیار دقیق برای اتصال ترموپلاستیکهای قطبی است که در آن از میدان الکتریکی با فرکانس بالا (معمولاً 27.12 MHz) استفاده میشود. وقتی دو قطعه پلاستیکی بین الکترودهای دستگاه قرار میگیرند، میدان الکتریکی نوسانی باعث حرکت سریع مولکولهای قطبدار موجود در پلیمر میشود.
این حرکت مولکولی منجر به ایجاد گرما در داخل ماده میشود و بهتدریج سطح تماس نرم و مذاب میگردد. پس از رسیدن به حالت مذاب، الکترودها فشار وارد میکنند و اتصال شکل میگیرد. سپس با قطع فرکانس، ماده به سرعت سرد میشود و یک جوش محکم، تمیز و یکنواخت به وجود میآید.
مواد قابلجوش و محدودیتها
این روش برای پلیمرهایی که قطبیت دارند بهترین بازده را دارد، مانند PVC، پلییورتانها، TPU، EVA و برخی نایلونها. اما پلیمرهای غیرقطبی مانند پلیاتیلن و پلیپروپیلن معمولاً بهطور مستقیم با این روش جوش نمیخورند، مگر اینکه از لایههای کمکی یا افزودنیهای قطبی استفاده شود. همین ویژگی باعث میشود که کاربرد جوش RF در صنایع خاص متمرکز باشد

مزایا و ویژگیهای کلیدی
یکی از مهمترین مزایای جوش رادیوفرکانسی این است که گرما از داخل ماده تولید میشود، بنابراین هیچگونه سوختگی یا تغییر رنگ روی سطح اتفاق نمیافتد و اتصال بسیار تمیز است. همچنین سرعت جوشکاری بسیار بالا است و برای تولیدات انبوه گزینهٔ مناسبی به شمار میآید. به دلیل عدم تولید دود، بو و پلیسه اضافی، محیط کار پاکیزه باقی میماند. دقت بالا، کیفیت خط جوش، امکان شکلدهیهای پیچیده توسط الکترودها و قابلیت کنترل بسیار دقیق فشار و زمان نیز از ویژگیهای مهم این روش است.
کاربردهای صنعتی
جوش رادیوفرکانسی در صنایع پزشکی، بستهبندی و محصولات انعطافپذیر بسیار رایج است. از مهمترین موارد استفاده میتوان به تولید کیسههای خون و سرم، روکشها و لباسهای پزشکی، چادرها و پردههای صنعتی، کاورهای PVC، کیفها و محصولاتی که نیاز به اتصال بادوام و بدون نشتی دارند اشاره کرد. این روش همچنین در تولید قطعاتی با شکلهای دقیق و ظریف کاربرد دارد، زیرا طراحی الکترود عملاً شکل نهایی خط جوش را تعیین میکند.
محدودیتها
اگرچه روش RF کیفیت و سرعت بسیار بالایی دارد، اما تجهیزات آن نسبتاً گران هستند و فقط برای مواد قطبی مناسباند. همچنین طراحی الکترودها نیاز به دقت و تجربه دارد و برای هر محصول باید قالب خاصی ساخته شود.