جوش با صفحه گرم (Hot Plate Welding)
۱. توضیح کامل روش
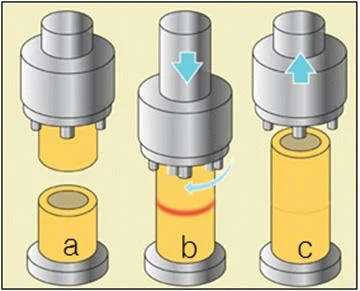
در روش جوش با صفحه گرم، دو قطعه از ترموپلاستیکها (یا کالیفرماسیونی از آنها) بهکمک یک صفحه فلزی داغ (که اغلب با پوشش تفلون یا PTFE پوشیده شده است) گرم میشوند تا سطح تماسشان نرم یا ذوب گردد، سپس صفحه داغ کنار رفته و دو سطح مذاب تحت فشار به هم فشرده میشوند تا یک اتصال دائمی و ترکیبی شکل بگیرد.
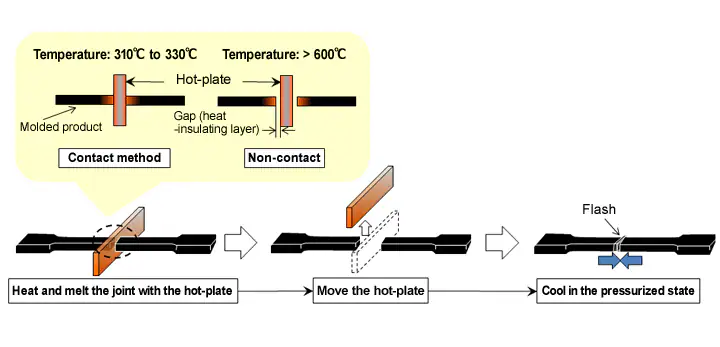
فرآیند را میتوان به طور مختصر در این مراحل توضیح داد:
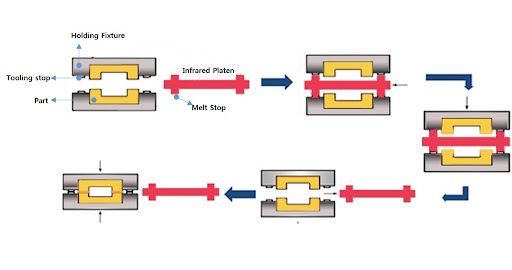
- مرحلهٔ آمادهسازی / همترازی (Matching): قطعات در فیکسچر قرار میگیرند و سطح اتصال دقیقاً آماده میشود.
- مرحلهٔ گرمایش (Heating): صفحه گرم وارد میشود و سطح اتصال در تماس با آن یا نزدیک آن گرم میگردد تا ذوب سطحی رخ دهد.
- مرحلهٔ تغییر (Change-over): صفحه گرم کنار میرود و قطعات آمادهاند تا به هم متصل شوند.
- مرحلهٔ اتصال / فشار و سرد شدن (Welding/Forging & Cooling): قطعات ذوب شده تحت فشار به هم متصل میشوند و تا سرد شدن و ایجاد پیوند مولکولی تحت ثابت نگهداشته میشوند.
در نهایت، با سرد شدن، پیوند بین زنجیرههای پلیمری دو قطعه برقرار شده و اتصال شکل میگیرد.
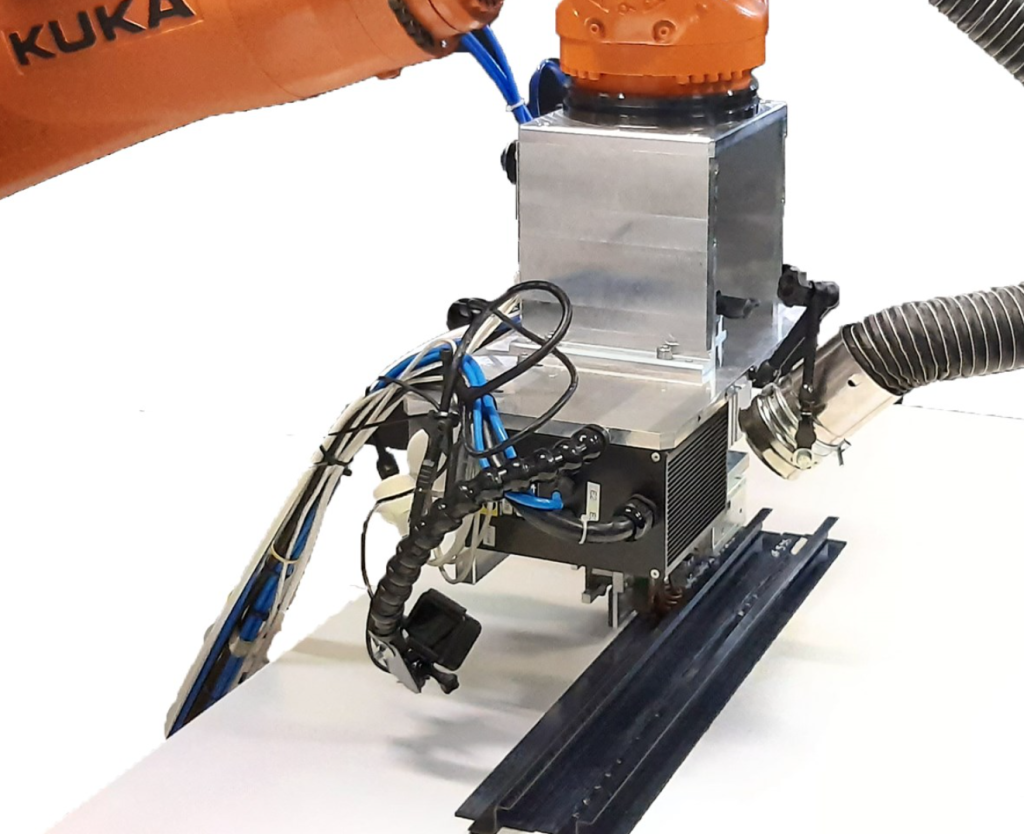
۲. تجهیزات مورد نیاز
دستگاه «صفحه گرم» (Hot Plate) با سطح فلزی که تا دمای موردنظر ترموپلاستیک گرم میشود؛ معمولاً به همراه پوشش PTFE برای جلوگیری از چسبیدن پلاستیک به صفحه. فیکسچر یا گیرههای دقیق برای نگهداشتن قطعات در موقعیت صحیح در حین فرآیند. سیستم کنترل دما و فشار: دمای صفحه، زمان گرمایش، فشار اتصال، زمان نگهداشتن تحت فشار و سرعت تغییر ابزار باید کنترل شود. تجهیزات جانبی مانند سیستم تخلیه مواد ذوب شده (flash)، طراحی ابزار جهت تخلیه مناسب و جلوگیری از نقص. (مثلاً جلوگیری از چسبیدن پلاستیک به صفحه)

۳. مزایا
قابلیت ایجاد اتصالات قوی و اغلب مقاوم به فشار یا هوابندی (hermetic seal) برای ترموپلاستیکها. قابل استفاده برای اغلب ترموپلاستیکها و حتی ترکیبهای نسبتا متفاوت (در برخی حالتها). طراحی نسبتاً ساده، فرایند شناخته شده و قابل پیشبینی برای تولید.
۴. معایب

زمان چرخه معمولاً طولانیتر نسبت به برخی روشهای سریعتر جوش مانند اولتراسونیک یا ویبراتوری. مصرف انرژی ممکن است بالا باشد (گرمایش صفحه بزرگ)؛ همچنین ممکن است فرآیند نیازمند ابزار دقیق و نگهداری منظم باشد. احتمال تشکیل فلش (material squeeze-out) یا چسبیدن قطعات به صفحه گرم وجود دارد، اگر پارامترها بهخوبی کنترل نشوند. اگر مواد تقویتشده یا افزودنی زیاد داشته باشند ممکن است جوشدهی دشوار شود.
۵. نکات طراحی و کاربرد
دمای صفحه باید با نوع مواد انتخاب شود؛ بسیاری از ترموپلاستیکها در دماهایی مقداری بالاتر از نقطه ذوبشان میتوانند جوش داده شوند. سطح صفحه معمولاً با PTFE پوشش داده میشود تا از چسبیدن جلوگیری شود، اما باید دما را بالاتر از حد مجاز پوشش نرساند. قطعات باید بهخوبی تراز شوند و فیکسچر باید از جابهجایی یا اعوجاج در حین گرمایش جلوگیری کند. پس از جوش، زمان کافی برای سرد شدن تحت فشار باید داده شود تا زنجیرههای پلیمری بتوانند بهخوبی با هم درگیر شوند. در کاربردهای صنعتی بزرگ (مانند خودرو) این روش برای قطعات بزرگ یا بخشهایی که نیاز به آببندی دارند بسیار مناسب است.
۶. کاربردهای متداول
صنعت خودرو: تانکهای سوخت، محفظههای مایع، قطعاتی که نیاز به آببندی دارند. ساخت قطعات بزرگ پلاستیکی که امکان استفاده از روشهای سریعتر ولی محدودتر وجود ندارد. کاربردهای صنعتی که نیاز به اتصالات قوی حرارتی دارند.